Hornman wrote:
Hornman wrote:
Yeah, what Sally said. The on-line instructions I have seen say to pull the tube, shorten it, then reinstall. Takes less precision. Plus, you aren't always worrying about your weld on the shortened tube.
Bob, I know you had a good reason for doing it your way, what was it?
Well, after reading a whole bunch of reports from guys that have gone before me I came to the conclusion that it's about 50/50. A lot of guys don't like the idea of welding the the replaced tube to the center section which is what many say to do after re-inserting the tube. Also, there ain't "A" big spot weld...there's two (at least on this axle) and from what I read, getting them ground out is a bear.
Then, my friend who narrowed a 7.5 Chev rear end for his B-Ville '61 Ranchero also agrees that the center section is closer to cast iron than cast steel and will likely crystalize unless you do it just perfect...and maybe even then. Which is what I read from the guys that prefer to cut the tube.
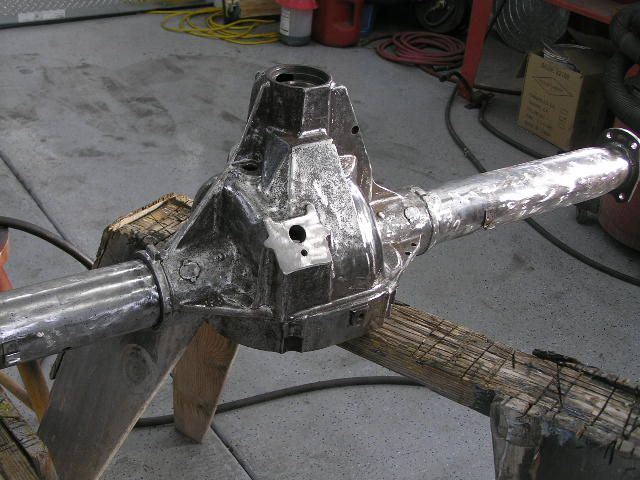
My friend recommends making an alignment sleeve to push into the tube that will overlap the joint and leave about 1/8 inch between the beveled tube sections, then weld the whole works together. Some also recommend drilling holes through the tubes on each side of the joint and plug welding to the sleeve...I may do this.
Then there's the fact that I cut it so that the joint will be centered between the spring perch sides and with the spring underslung, as it is on the Mustang, the perch will just add more strength in the right place for any forces on the joint.
So...with advice from a guy that has done it a couple of times and reports from a number of guys that have done it this way. And knowing what a pia it can be getting tube out of the center section, I decided to go this way.
I keep hearing that a proper weld is as strong or stronger than the surounding steel and I have two ace welder buddies to choose from. So I really ain't too worried, and it's a whole bunch easier this way.
BB

 1 of 1
1 of 1